


Грамотное техническое задание на экструзионную линию является фундаментом успешного промышленного проекта, определяющим не только конфигурацию оборудования, но и экономическую эффективность будущего производства. Составление этого документа требует глубокого понимания физико-химических процессов плавления полимеров, механики работы узлов и специфики конечного продукта, который должен соответствовать строгим рыночным стандартам качества.
Оглавление
- Основы проектирования экструзионных систем и физика процесса
- Конфигурация аппаратного обеспечения экструзионной линии
- Автоматизация процесса и системы контроля качества
- Охлаждение, стабилизация и приемка пленочного полотна
- Типовые ошибки при выборе оборудования и составлении спецификаций
- Техническое обслуживание и аудит работоспособности линии
- Заключение и стратегические рекомендации
Основы проектирования экструзионных систем и физика процесса
Техническое задание на линию для производства пленки методом раздува или плоскощелевой экструзии должно базироваться на точных математических расчетах, которые связывают диаметр формующей головки, скорость вытяжки и свойства полимерного расплава. Эти параметры определяют молекулярную ориентацию пленки, ее прочностные характеристики и равномерность толщины, что критично для последующей переработки на фасовочных или печатных машинах.
Математические коэффициенты как база технического задания
Коэффициент раздува и коэффициент вытяжки являются ключевыми метриками, которые инженер должен заложить в спецификацию для обеспечения баланса механических свойств пленки в продольном и поперечном направлениях. Коэффициент раздува определяет степень растяжения пузыря по ширине, что напрямую влияет на прочность при разрыве и ударную вязкость материала.
Для точного определения параметров линии в техническом задании используются следующие зависимости:
- Коэффициент раздува (BUR): рассчитывается как отношение диаметра раздутого полимерного пузыря к диаметру выходного отверстия головки экструдера. Формула выглядит следующим образом:
BUR = Диаметр пузыря/Диаметр головки.
Также широко применяется расчет через ширину плоского полотна:
BUR = 0.637*Ширина полотна/Диаметр головки.
- Коэффициент вытяжки (DDR): данный показатель характеризует степень продольного растяжения расплава и определяется как
DDR = Ширина зазора головки/Толщина пленки*BUR.
- Высота линии кристаллизации: это расстояние от выхода из головки до точки, где прозрачный расплав превращается в матовую твердую пленку. В задании важно указать требования к стабильности этой линии, так как ее колебания приводят к разнотолщинности.
Понимание этих пропорций позволяет избежать закупки оборудования с избыточным диаметром головки для узких пленок, что приводит к нестабильности пузыря и высокому уровню брака. Напротив, слишком малая головка для широкой пленки заставит работать на запредельных значениях коэффициента раздува, что снизит прозрачность и прочность изделия.
Сравнение методов производства: выдувная и плоскощелевая технологии
Выбор между выдувной и плоскощелевой технологией производства пленки зависит от требований к оптическим свойствам, прочности на прокол и планируемого бюджета проекта. Выдувная экструзия позволяет получать пленку с двухосной ориентацией, что делает ее незаменимой для производства мешков и термоусадочных материалов, в то время как плоскощелевой метод идеален для высокопрозрачных стрейч-пленок.
Ниже приведена таблица сравнения технических аспектов двух технологий для обоснования выбора в техническом задании:
|
Характеристика |
Выдувная экструзия (Blown Film) |
Плоскощелевая экструзия (Cast Film) |
|
Метод охлаждения |
Воздушный поток (медленное охлаждение) |
Охлаждаемые валы (мгновенное охлаждение) |
|
Оптические свойства |
Ниже прозрачность из-за кристаллизации |
Высочайшая прозрачность и блеск |
|
Механическая прочность |
Высокая прочность на прокол и разрыв |
Высокая растяжимость, низкий шум при размотке |
|
Ориентация молекул |
Двухосная (продольная и поперечная) |
Преимущественно продольная |
|
Контроль толщины |
Косвенный через стабильность пузыря |
Точный через жесткую щель головки |
|
Стоимость эксплуатации |
Как правило, ниже энергопотребление |
Высокие затраты на охлаждение валов |
При составлении задания необходимо учитывать, что около 70-80% рынка стрейч-пленки занимает плоскощелевая технология из-за ее высокой производительности и отличной прозрачности, в то время как выдувная технология доминирует в производстве сельскохозяйственных и промышленных пленок повышенной прочности.

Процесс формирования и первичной вытяжки полимерного расплава на выходе из плоскощелевой головки.
Конфигурация аппаратного обеспечения экструзионной линии
Центральным элементом любой экструзионной системы является узел пластикации, который должен обеспечивать равномерное плавление и гомогенизацию полимерных гранул. В техническом задании необходимо детально специфицировать конструкцию шнека, материал цилиндра и систему привода, так как от этого зависит долговечность машины и стабильность выхода продукции.
Шнековая пара и узел пластикации
Шнек экструдера должен проектироваться с учетом реологических свойств конкретных марок полиэтилена или полипропилена, которые планируется перерабатывать. Оптимальное отношение длины к диаметру (L/D) для современных линий составляет 30:1 или 32:1, что гарантирует полное расплавление материала даже на высоких скоростях вращения.
Ключевые требования к шнеку и цилиндру для включения в спецификацию:
- Барьерная геометрия: использование барьерных шнеков позволяет физически разделять расплавленный и твердый полимер в процессе движения по цилиндру, что предотвращает появление «геликов» и нерасплавов в готовой пленке.
- Износостойкость (биметалл): цилиндр и витки шнека должны иметь наплавку из высокопрочных сплавов (твердость HV 950-1000), особенно если в рецептуре предполагается использование вторичного сырья или минеральных добавок, обладающих абразивным действием.
- Система терморегулирования: каждая зона нагрева цилиндра должна быть оснащена не только керамическими нагревателями, но и принудительным воздушным охлаждением для точного поддержания температурного профиля в условиях интенсивного сдвигового нагрева.
Стабильность вращения шнека обеспечивается векторным приводом переменного тока, который в паре с качественным редуктором минимизирует пульсации давления расплава на выходе, что является критическим условием для производства тонких пленок.
Многослойные формующие головки и системы распределения
Для производства современной упаковки требуется использование многослойных структур, которые позволяют сочетать свойства различных полимеров в одном полотне. В техническом задании на многослойную линию (ко-экструзию) необходимо указать конструкцию головки, которая должна обеспечивать равномерное распределение слоев без образования дефектов на стыках потоков.
Современные стандарты ко-экструзии включают следующие конфигурации:
- Трехслойные системы (A-B-C): позволяют использовать более дешевое сырье в среднем слое (B) и специальные добавки (скользящие или антиблокирующие) только в тонких внешних слоях (A и C).
- Пятислойные и семислойные системы: предназначены для создания барьерных пленок с использованием полиамида или этилен-винилового спирта (EVOH), где требуются дополнительные адгезионные (связующие) слои для предотвращения деламинации.
- Спиральные распределители: внутри головки расплав должен проходить через каналы спиральной формы, что гарантирует отсутствие осевых линий стыка и обеспечивает одинаковую прочность пленки по всему периметру пузыря.
При расчете производительности головы в ТЗ следует указывать не только максимальный выход в кг/час, но и минимально возможный, так как при слишком низкой скорости расплава может происходить его перегрев и деградация внутри каналов.
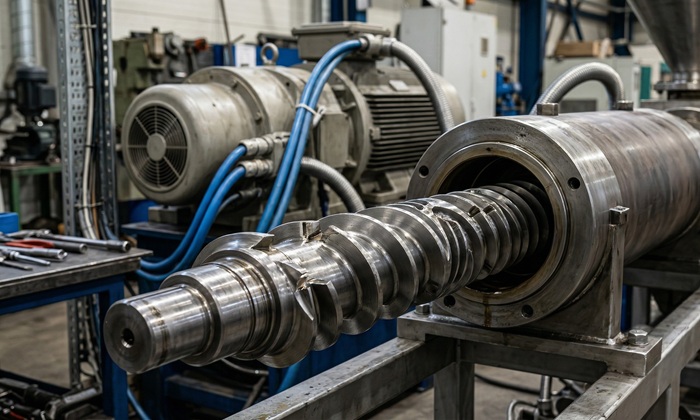
Шнек барьерной геометрии в паре с биметаллическим цилиндром обеспечивает качественную гомогенизацию расплава.
Автоматизация процесса и системы контроля качества
Включение систем автоматизации в техническое задание позволяет существенно снизить человеческий фактор и уменьшить расход сырья за счет работы на минимальных допусках по толщине. Современная экструзионная линия — это цифровой комплекс, где все параметры от веса до натяжения контролируются единым процессором.
Гравиметрический контроль и дозирование компонентов
Гравиметрические системы дозирования измеряют фактический вес сырья, поступающего в экструдер, и автоматически корректируют скорость шнека или вытяжных валов для поддержания заданного веса погонного метра пленки. Это исключает влияние изменений насыпной плотности гранул или загрязнения фильтров на толщину пленки.
Основные функции гравиметрии для ТЗ:
- Контроль выхода (Throughput Control): позволяет точно знать текущую производительность линии в килограммах в час.
- Управление соотношением слоев: гарантирует, что в пятислойной пленке барьерный слой всегда составляет, например, ровно 10% от общей массы, что критично для соблюдения срока годности упакованного продукта.
- Учет сырья: система ведет детальный лог потребления материалов, что упрощает расчет себестоимости партии продукции.
Использование гравиметрии особенно важно при переработке смесей полимеров с разным показателем текучести расплава, так как ручная регулировка в таких случаях приводит к постоянным отклонениям параметров.
Автоматическое управление разнотолщинностью
Система автоматического контроля толщины (Gauge Control) является самой дорогостоящей, но и самой эффективной опцией экструзионной линии. Она состоит из сканирующего датчика на пузыре и исполнительных механизмов в обдувочном кольце или головке, которые локально изменяют интенсивность охлаждения или зазор губок.
Типы датчиков и механизмов регулировки для спецификации:
- Емкостные датчики: оптимальны для пленок общего назначения, обеспечивают высокую скорость сканирования.
- Инфракрасные датчики: необходимы для многослойных барьерных пленок, так как позволяют измерять толщину каждого слоя по отдельности.
- Термические болты: электрические нагреватели в губках головки, которые расширяются или сжимаются под действием температуры, меняя выход расплава в конкретной точке.
- Сегментированные обдувочные кольца: используют заслонки или нагреватели воздуха для управления процессом растяжения пленки на выходе из фильеры.
В ТЗ следует фиксировать целевой показатель разнотолщинности: для высококачественных линий он не должен превышать +/- 3-5% при производстве пленок толщиной 20-40 мкм.
Охлаждение, стабилизация и приемка пленочного полотна
Процесс формирования пленки завершается после того, как пузырь охлажден, стабилизирован и сложен в плоское полотно. Качество этих операций определяет отсутствие морщин, прозрачность и геометрическую точность рулона, что является критическим для работы на высокоскоростных пакетоделательных машинах.
Системы внутреннего охлаждения (IBC) и стабилизации
Эффективность охлаждения напрямую ограничивает производительность линии: чем быстрее тепло отводится от расплава, тем выше может быть скорость вытяжки. Система внутреннего охлаждения пузыря (IBC) заменяет горячий воздух внутри рукава на холодный, что позволяет увеличить выход продукции на 20-50% по сравнению со стандартным внешним обдувом.
В техническом задании важно предусмотреть:
- Ультразвуковые датчики диаметра: бесконтактно измеряют размер пузыря и передают сигнал на контроллер IBC для автоматического поддержания ширины полотна.
- Калибровочная корзина: система роликов или направляющих планок, которая удерживает пузырь от колебаний (болтанки) под действием мощных потоков воздуха.
- Регулируемое обдувочное кольцо: конструкция с двойным зазором (Dual Lip), обеспечивающая мягкую стабилизацию пузыря в самом начале его расширения.
Недостаточное охлаждение приводит к слипанию внутренних поверхностей рукава после схлопывания, что делает невозможным последующее открытие пакетов. Поэтому в ТЗ необходимо указывать требования к мощности чиллера и температуре охлаждающей воды.
Вытяжное устройство и намотка рулонов
Вытяжное устройство (Haul-off) должно обеспечивать равномерное натяжение полотна и его идеальное центрирование перед намоткой. Для компенсации мелких дефектов толщины в спецификацию часто включают осциллирующую (вращающуюся) верхнюю часть башни, которая распределяет разнотолщинность по ширине рулона, делая его идеально ровным.
Требования к намоточному узлу для включения в шаблон:
- Автоматическая смена валов: позволяет производить рулоны заданного метража без остановки экструдера, что снижает объем отходов при перезапусках.
- Контроль натяжения (Taper Tension): система должна снижать натяжение пленки по мере роста диаметра рулона, чтобы предотвратить сдавливание внутренних слоев и деформацию картонной шпули.
- Узлы обрезки и возврата кромок: для минимизации отходов в ТЗ следует добавить ножи для продольной обрезки и систему пневмотранспорта для подачи обрезков обратно в бункер экструдера.

Интерфейс системы автоматического контроля (Gauge Control), отображающий профиль разнотолщинности пленки в реальном времени.
Типовые ошибки при выборе оборудования и составлении спецификаций
Большинство проблем при эксплуатации экструзионных линий закладываются еще на этапе согласования технического задания. Несоответствие мощности привода вязкости материала или выбор слишком дешевой системы управления часто оборачиваются невозможностью производить конкурентоспособный продукт.
Ошибки в расчете производительности и охлаждения
Часто заказчики требуют от производителя максимальной производительности в килограммах в час, но забывают соотнести это с мощностью системы охлаждения и типом перерабатываемого сырья. Например, линия, выдающая 400 кг/час на полиэтилене низкого давления, может показать лишь 250 кг/час при работе с линейным полиэтиленом (LLDPE) из-за его высокой вязкости и теплоемкости.
Симптомы некорректно составленного задания:
- Перегрев расплава: экструдер справляется с объемом, но пленка выходит мутной и имеет специфический запах из-за термической деструкции.
- Нестабильность пузыря: потока воздуха от обдувочного кольца не хватает для удержания тяжелого пузыря на высокой скорости, что ведет к обрывам.
- Морщинистость: использование стандартных валов для тонких пленок с высоким коэффициентом трения приводит к образованию заломов, которые невозможно устранить регулировкой.
Для предотвращения таких ситуаций эксперты рекомендуют прописывать в ТЗ проведение испытаний на заводе-изготовителе (FAT-тест) с использованием именно тех марок сырья, которые будут применяться в реальном производстве.
Игнорирование особенностей вторичного сырья
Попытка использовать линию, спроектированную для первичной гранулы, для работы на вторичном сырье — одна из самых дорогих ошибок. Вторичный полиэтилен содержит микрочастицы песка, металла и остатки типографской краски, что требует совершенно иного подхода к фильтрации и защите рабочих органов.
Если в ТЗ не указана работа на «вторичке», вы столкнетесь со следующими проблемами:
- Быстрый износ шнека: обычная сталь без биметаллического покрытия стирается за несколько месяцев, что ведет к падению давления и производительности.
- Частая чистка сеток: ручная смена фильтров требует остановки линии каждые 30-60 минут. Для вторичного сырья обязателен двухканальный гидравлический фильтр, позволяющий менять сетки в потоке.
- Газообразование: вторичное сырье выделяет пары влаги и остаточных растворителей. Без зоны дегазации на цилиндре экструдера пленка будет покрыта микропузырьками.
Техническое обслуживание и аудит работоспособности линии
Даже идеально спроектированная линия требует системного подхода к обслуживанию. В техническое задание на закупку оборудования рекомендуется сразу включать список необходимых диагностических инструментов и регламент проверок, чтобы предотвратить деградацию характеристик машины со временем.
Регламент периодического контроля критических узлов
Износ шнека и цилиндра — процесс незаметный, но фатальный для экономики производства. Увеличение зазора между гребнем шнека и стенкой цилиндра всего на 0,5 мм может снизить производительность на 15% и увеличить энергозатраты из-за обратного перетока расплава.
|
Узел |
Тип проверки |
Периодичность |
|
Шнековая пара |
Замер диаметра витков и внутреннего диаметра цилиндра |
Каждые 1000 часов |
|
Редуктор |
Химический анализ масла на наличие металлической стружки |
Каждые 4000 часов |
|
Нагреватели |
Измерение амперной нагрузки по зонам |
Еженедельно |
|
Теплообменники |
Проверка перепада давления воды и температуры воздуха |
Ежемесячно |
|
Система управления |
Калибровка температурных датчиков и тензодатчиков |
Раз в полгода |
Регулярный аудит позволяет выявить проблему до того, как она приведет к остановке завода. Использование современных систем удаленного мониторинга, которые многие производители предлагают как опцию, позволяет сервисным инженерам завода-изготовителя диагностировать сбои через интернет, что экономит время на выезд специалиста.
Заключение и стратегические рекомендации
Разработка технического задания на экструзионную линию — это процесс, требующий интеграции знаний технологов, инженеров и финансистов. Основная ценность документа заключается не в перечислении стандартных компонентов, а в четкой увязке каждого узла с физическими свойствами целевого продукта и условиями эксплуатации.
Для минимизации рисков проекта рекомендуется придерживаться следующей стратегии:
- Приоритет охлаждению: никогда не экономьте на мощности чиллера и системе IBC, так как именно охлаждение является «бутылочным горлышком» производительности любой линии.
- Запас по износостойкости: если есть малейшая вероятность использования вторичного сырья или добавок, выбирайте биметаллические шнеки — они окупятся за счет увеличения межремонтного интервала.
- Инвестиции в автоматизацию: гравиметрический контроль и автоматическая регулировка толщины позволяют экономить до 10-15% сырья ежемесячно, что при нынешних ценах на полимеры делает эти опции обязательными.
- Детальный FAT-тест: приемка оборудования должна включать проверку всех заявленных параметров точности на рабочей скорости, а не просто «сухой» запуск моторов.
Тщательно проработанное ТЗ становится не только частью контракта, но и дорожной картой для всей команды завода, гарантирующей, что через полгода после запуска вы получите именно ту продукцию, на которую рассчитывал отдел продаж.



